 客服热线:
客服热线:


















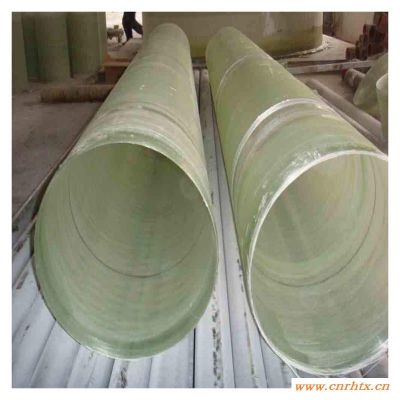





玻璃钢电缆线保护管 缠绕玻璃钢管道
| 是否有现货: | 是 | 认证: | ISO9001 |
| 形态: | 圆形 | 连接方法: | 承插联接 |
| 截面形状: | 圆形 | 直径: | 20-300 |
| 种类: | 玻璃钢管道 | 型号: | 可定制 |
| 规格: | 齐全 | 商标: | 霈凯 |
| 包装: | 常规 | 产量: | 895663256 |
玻璃钢电缆线保护管 缠绕玻璃钢管道
立六,于汉,所谓割己之有而以资敌,设虚名而受实祸也。此同事而异形者也。
及宋义待秦、赵之毙,与昔卞庄刺虎同说者也。施之战之时,邻相攻,无临时之急,则可也。
制衬工序
a、内衬树脂配制。按质检部门根据当时的工作环境、温度条件作出的树脂配方体系进行内衬树脂配兑,配料量要根据制造进度合理掌握。当现场情况发生变化时,质检部门和制造部门应及时调整配方,并按新配方配制需用的树脂;
b、增强材料准备。按设计要求将制作内衬需用的增强材料运送到dz位置,并对一些宽幅面的增强材料先裁切加工到设计宽度;
c、内衬层制作。按设计要求的铺层步骤进行内衬层制作,各单层铺设过程中应施加合理的张力,相互之间适量搭接,并用组合压辊反复滚压赶出气泡以保证纤维完全浸透。并要求各增强材料层达到设计的树脂含量要求;
d、初步自检。按设计要求铺覆完各层后,要求操作工人进行初步的质量检测:内衬是否达到设计厚度,局部是否有贫胶、挂胶现象,是否有白斑、气泡,是否有等,若发生上述情况应及时汇报并采取处理措施;
e、进入内衬远红外深度固化工序。
我厂生产制造的玻璃钢管道都必须进行远红外深度固化处理,目的是:可以提高内衬层的固化度,改善管道的抗腐耐温性能;
过程质量检验
在缠绕前再次确认内衬无气泡、气孔,无杂质,表面平整,树脂含量合理,无白斑和局部固化不良等现象。必须认真检查内衬是否合格,不合格的严禁上机缠绕。
玻璃钢电缆线保护管 缠绕玻璃钢管道

缠绕工序
将设计好的参数输入微机,待内衬固化后,由微机控制用无碱无捻玻璃纤维进行往复式缠绕直至缠绕层厚度。按规定厚度外敷%树脂含量的外保护层。缠绕层的树脂含量一般为35%左右,其厚度取决于管道设计的强度和刚度的综合。
(6)红外线固化
管道进入固化养护阶段。在固化过程中应以适宜的转速保持模具滚动,使其均匀固化。固化过程中应注意监控管体温度,合理调整固化方案。
(7)修整、脱模:
待管道的巴氏硬度大于30时,对管道端口进行修整。然后用液压脱模机将管道和模具分离,并在其管道中间部分按要求作标记。
(8)管道水压试验及摆放:
每批管道按规定进行水压试验,注满水,均匀升压至管道设计压力的1.5倍,并保持不低于2分钟,仔细检查管道的表面和压力表。试压合格后二点支撑摆放管道。
| 所有玻璃钢信息可电话、QQ联系:顾其灿 |
玻璃钢电缆线保护管 缠绕玻璃钢管道


&tel=13313087599&work=0086-0318-5782284&email=&org=河北霈凯环保设备有限公司&adr=中国河北省衡水市枣强县枣强镇前王庄村&url=https://www.cnrhtx.cn/com/hebeipeikai/)





