客服热线:
客服热线:






















齿轮泵小流量 手提式齿轮油泵 微型机油泵 WCB周
| 类型 | 齿轮泵 |
|---|---|
| 材质 | 铸铁 |
| 驱动方式 | 电动 |
| 性能 | 变频 |
| 用途 | 管道泵 |
| 输送介质 | 油泵 |
| 泵轴位置 | 边立式 |
| 叶轮数目 | 单级 |
| 流量 | 1~900(m3/h) |
| 扬程 | 1~90(m) |
| 转速 | 2900(rpm) |
| 吸入口径 | 15~80(mm) |
| 排出口径 | 15~80(mm) |
| 效率 | 90 |
| 输出流量 | 1~90 |
| 重量 | 50(kg) |
| 电压 | 220/380(V) |
| 功率 | 1~10(kw) |
| 规格 | WCB-30(三相防爆),WCB-50(三相防爆),WCB-75(三相防爆),WCB-100(三相防爆),不锈钢WCB-50(三相防爆),不锈钢WCB-75(三相防爆),WCB-30(二相防爆),WCB-50(二相防爆),WCB-75(二相防爆),WCB-100(二相防爆),不锈钢WCB-50(二相防爆),不锈钢WCB-75(二相防爆),WCB-30(二相普通),WCB-50(二相普通),WCB-75(二相普通),WCB-100(二相普通),不锈钢WCB-50(二相普通),不锈钢WCB-75(三相普通) |
| 品牌 | galileo/伽利略 |
| 型号 | WCB型 |

1、质量可靠,使用寿命长 2、运行稳定,少去操心 3、服务周到,维护及时
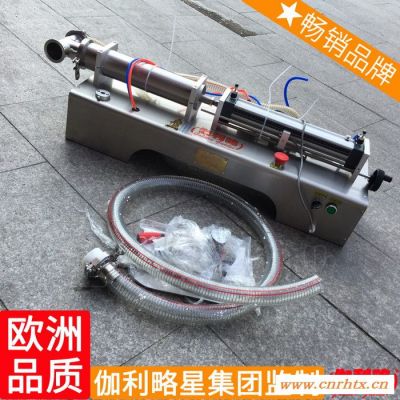
WCB型齿轮油泵属于低压力,微型手提式节能输油泵,最适用于无动力电源的出售单位油桶轴油,也适用于炼油厂、电厂、电站、变电所(室)及油库输送柴油,润滑油,原油,重油等,配用铜齿轮可用于输送汽油等低闪点液体,不锈钢材料泵头可用于食品工业输送饮料,牛奶,动植物油等。该泵可输送最高温度300℃的介质。
齿轮泵带回流装置,可以直接配上加油枪用做加油设备。在使用过程中可以让电机连续运转。
注意:如用于汽油类等易燃易爆物品,请务必配防爆电机。普通电机只能用于柴油煤油。
【微型齿轮油泵WCB型】型号意义:
【微型齿轮油泵WCB型】性能参数:
| 型号 | 流量(升/分) | 压力(Mpa) | 扬程(米) | 电压(V) | 功率(千瓦) | 进出口(毫米) | 重量(kg) |
| WCB-30 | 30 | 0.3 | 30 | 220/380 | 0.37 | 20 | 10 |
| WCB-50 | 30 | 0.3 | 30 | 220/380 | 0.55 | 20 | 12 |
| WCB-75 | 75 | 0.3 | 30 | 220/380 | 0.75 | 25 | 14 |
| WCB-100 | 100 | 0.3 | 30 | 220/380 | 1.1 | 32 | 16 |
【微型齿轮油泵WCB型】结构特点:
WCB型微型齿轮油泵主要有齿轮、轴、泵体、轴端密封所组成。齿轮经热处理有较高的硬度和强度,与轴一同安装在可更换的轴套内运转。泵内全部零件的润滑均在泵工作时利用输出介质而自动达到。
泵内有设计合理的泄油和回油槽,是齿轮在工作中承受的扭矩力最小,因此轴承负荷小,磨损小,泵效率高。
泵设有安全阀作为超载保护,安全阀的全回流压力为泵额定排除压力的1.5倍,也可在允许排出压力范围内根据实际需要另外调整。但注意本安全阀不能作减压阀的长期工作,需要时可在管路上另行安装。
从主轴外伸端向泵看,为顺时针旋转。
【微型齿轮油泵WCB型】应用范围:
WCB型微型齿轮油泵在输油系统中可用作传输增压泵;在燃油系统中可用作输送、加压、喷射的燃油泵;在液压传动系统中可用作提供液压动力的液压泵;在一切工业领域中,均可作润滑油泵用。
【微型齿轮油泵WCB型】产品用途:
WCB型微型齿轮油泵能将粘度为1-8°E清洁的中性油液(例如:机油、煤油、柴油等矿物油和各种植物油)从一容器输送到另一容器内。它能提高工作效率、减轻劳动强度,因此,适合商业、工业、农业等行业作输油之用。
适用于输送不含固体颗粒和纤维,无腐蚀性,温度不高于80℃,粘度为5×10-6~1.5×10-3m2/s (5-1500cSt)的润滑油或性质类似润滑油的其他液体。
【微型齿轮油泵WCB型】产品特点:
WCB型微型齿轮油泵结构简单紧凑.使用和保养方便,
WCB型微型齿轮油泵具良好的自吸性,帮每次开泵前不须灌人液体,
WCB型微型齿轮油泵的润滑是靠输送的液体而自动达到.故日常工作时无须另加润滑液。
利用弹性联轴器传递动力可补偿因安装时所引起微小偏差。在泵工作中受到不可避免液压冲击时,能起到较好的缓冲作用。
【微型齿轮油泵WCB型】安装尺寸图:
【微型齿轮油泵WCB型】工作时的维护:
a. 注意泵的压力表及真空表的读数应符合该泵所规定的技术规范以内。
b. 当泵在运转中有不正常的噪音或温升过高时,应立即停泵检查。
c. 一般情况下,不得任意调整安全阀,如需调整时,要用仪器校正。使安全阀的截止压力为泵
d. 额定压力的1.5-2倍。
泵的停止
a. 切断电源。
b. 关闭进出管道阀门。
【微型齿轮油泵WCB型】工作前的检查:
a. 泵的各紧固件是否牢固。
b. 主动轴转动是否轻重均匀一致。
c. 进出管道的阀门是否打开。
d. 泵的旋转方向是否符合要求。
e. 初次使用前应向泵内注入适量介质
【微型齿轮油泵WCB型】故障原因及排除方法:
现象 | 产生原因 | 排除方法 |
不排油或排油量少
| 1、吸入高度超过额定值 2、 吸入管道漏气 3、旋转方向不对 4、 吸入管道堵塞或阀门关闭 5、 安全阀卡死或研伤 6、液体温度低而粘度增大 | 1、 提高吸入液面 2、检查各接合处,最好加密封材料密封 3、按泵的所示方向纠正 4、检查管道是否堵塞,阀门是否全开 5、拆开安全阀清洗并用细研磨砂研磨阀孔,使之密合 6、予热液体或降^^非出压力 |
密封漏油
| 1、密封圈磨损 2、填料密封填料磨损 3、机械密封磨损或有划痕等缺陷 4、机械密封弹簧失效 | 1、更换密封圈 2、调节填料压盖松紧,使之不漏且轴能转动;补充填料 3、更换动静环或重新研磨 4、更换弹簧 |
噪音或振动大
| 1、吸入管或过滤网堵塞 2、吸入管伸入液面较浅 3、管道内进入空气 4、排出管道阻力太大 5、齿轮轴承或侧板严重磨损 6、吸入液体的粘度太大 7、吸入高度超过额定值 | 1、 消除过滤网上的污物 2、吸入管应伸入液面以下 3、检查各联接处,使其密封 4、检查排出管道及阀门是否堵塞 5、拆下清洗,并修整缺陷或更换 6、加温降粘处理 7、减少吸油高度及缩短吸油管长度 |
木箱、泡沫或纸箱包装,因本泵属于重物只能发物流(需到物流站自提),其它疑问请联系我们。
以上价格含17%税,上海苍茂实业为一般纳税人只能开17%增值税专用发票,开票请提供开票资料。
售后服务承诺
1.产品提供免费维修一年,免费维保期间内如发生非人为原因引起的损坏(不可抗力原因除外),上海苍茂实业将及时免费更换和修理。
2.产品实行终身包修,免费保修期满后买方如委托上海苍茂实业进行维护保养,上海苍茂实业将对设备进行维护更换件(出厂价),并详细列出维保内容。
3.上海苍茂实业本着以客户利益为第一,想客户所想、急客户所急,尽己所能满足客户的要求,做好售后服务。
产品品质承诺
1.上海苍茂实业对产品的质量及交货期负责,产品交货之日起质保期为一年(易损件三个月),终身维护。对于产品质量引起的后果,上海苍茂实业承担相应的责任。如因操作不当引起的后果,上海苍茂实业将以最低成本价对设备进行维护。
2.对所有分供方都进行考察、评审,所有产品的采购都只在合格分供方进行。对分供方所提供的原材料、外购件、外协件都需经过严格复查,检验合格后方准入库;
3.产品制造严格执行“双三检”制度,不合格零件不转序、不装配、不出厂;
如还有其它疑问请联系我们:
总机:400-669-6667
联系电话:021-51029332 // 51012590 // 37515761 // 37515762
业务手机:15026907667 // 15026907705 // 15026907720 // 15026907675
我国生产的加工中心可以分为四类,即立式加工中心、卧式加工中心、龙门加工中心和其他加工中心。
立式加工中心产量最大,占全部加工中心产量的3/4。其中,工作台宽度<600mm的占立式加工中心生产量的70%左右。国产的立式加工中心大部分采用C型结构,X/Y行程由工作台移动实现,属于量大面广的一类产品。这类立式加工中心,已形成一定的生产批量,与国外同类产品相比,有一定性价比优势,在质量的稳定性、可靠性和交货期上还有差距。高速立式加工中心,国产的大部分是在现有的立式加工中心基础上增添高速电主轴,与国外相比,差距明显。国外高速立式加工中心广泛采用了门式结构和动柱式结构,即工作台或仅作Y轴移动或固定不动。这种结构机床动刚性较好,比较适合于高速加工。精密立式加工中心,国产的基本没有。
卧式加工中心产量约占全部加工中心产量的11%。其中,工作台宽度<600mm的占卧式加工中心生产量的30%以上。国产的卧式加工中心基本上是一般精度的,没有温度补偿和精度补偿系统,在技术水平上与国外有较大差距。目前我国需求的精密卧式加工中心和高速卧式加工中心大多依赖进口。
龙门加工中心的产量约占全部加工中心生产量的7%~8%。
国产其他加工中心主要指床身式加工中心等,其产量约占全部加工中心产量的6%~7%。
现存的差距
目前,国外加工中心技术发展的总趋势是高速、精密和多功能(多轴和复合加工)。产品开发针对难加工材料的重切削机种、针对复杂形状加工的智能多轴控制NC装置和综合多轴控制CAM系统。我国加工中心与国外的差距有以下几个方面。
高速化的差距。国外高速加工中心的主轴转速一般在12000~15000r/min,快速行程为40~60m/min。空气静压轴承和磁浮轴承的高速主轴开始商品化,主轴转速可以达到50000~70000r/min,甚至可以达到100000r/min。采用直线电机驱动和高速滚珠丝杠的加工中心机种增加。高速滚珠丝杠驱动的,进给加速度可达1.5~2G,快速行程达90m/min。
精密化的差距。目前,国外精密加工中心采取了一系列补偿和稳定精度的措施,定位精度已可以控制在0.006mm以内,有的接近坐标镗床的加工精度。
多功能化的差距。多功能主要是为适应多品种、小批量和变品种、变批量生产的需要,减少零件装卡次数,提高加工精度和效率,缩短零件制造周期。多轴加工,即五轴联动加工,在航空业大型零件加工和大型模具加工中使用较广,也是为适应复杂曲面零件的加工和科研新品零件加工的需求。复合加工,即将多工序和多工种加工集中在一台机床上。国外最近发展的有铣车复合加工中心、棒料加工中心、棒料铣车加工中心、双主轴加工中心等。
制造技术上的差距。美国哈斯公司在不同生产区内用柔性制造系统、柔性单元、数控机床对零件进行加工,设备投资费用较大。在设备中,共有FMS、FMC十二条,其中FMS六条,可加工400多种零件。辛辛那提英国机床公司的主要产品也是以立式加工中心为主,年产机床约1500台,厂房内机械加工设备基本上是数控机床,有数控金切机床近50台,按零件种类分类在不同生产区内进行加工。
高档加工中心的差距。航空业飞机机体零件加工的高档五轴加工中心基本依赖进口,特别是急需的主轴A、B轴摆动的五轴立式加工中心和龙门加工中心,国内尚处于空白,用于飞机机身和发动机难加工材料零件的高功率、高扭矩加工中心还有待于开发。发动机涡轮叶片和叶轮加工用的五轴立式加工中心也有待完善,发动机机匣加工用的精密加工中心和坐标镗铣加工中心国内尚没有产品。电子产品用的中小型精密加工中心和适用范围较广的主轴立、卧转换的精密镗铣加工中心也急需研发。
加速产业化
目前,国产加工中心的市场占有率很低,按台数计不足1/3、按金额计不足1/4。提高国产加工中心的市场占有率关键在于提高国产加工中心的国际市场综合竞争力。
一、要实现加工中心的产业化。加速产业化步伐是缩短国产加工中心与国外差距的措施之一,也是提高国产加工中心国际竞争力的重要举措。目前,当务之急是要加大设备投资力度,引进国外生产数控机床的一流制造技术和一流的企业管理技术,靠设备和管理来提高加工中心的产量、质量和缩短交货期。通过几年的努力,在国内形成一批年产加工中心500台以上的生产企业。
二、要增强自主创新能力,加速国内急需的新产品开发。企业要设立研发中心,引进科技人才,加速新产品研发。还要积极与院校和科研单位联合,攻克数控机床共性的核心技术,如加工中心的温度补偿和定位精度技术等。当前,国内急需开发的产品,如精密卧式加工中心、高速精密卧式加工中心、主轴立卧转换精密镗铣加工中心、主轴A轴和B轴摆动的大型五轴立式加工中心和五轴龙门加工中心、五轴精密立式加工中心等。特别是市场需求较广的精密卧式加工中心,要联合院校,组织科研攻关,加速开发,形成商品,达到国外同类产品水平。
三、建议政府建立高档数控机床新产品开发和使用基金。新产品开发基金能使国产加工中心早日成熟、定型,投入批量生产。使用基金能使用户减低使用国产加工中心的风险。
四、立式加工中心的产业化任务紧迫。立式加工中心,特别是量大面广的3~4轴普及型立式加工中心,在加工中心所占份额中是很大的。普及型立式加工中心是当前市场的竞争焦点。我国产品与国外同类产品相比,水平相当,国产品牌要在市场竞争中取胜,关键在于性价比、质量稳定货


&tel=13564259609&work=86-021-51875781&email=&org=上海工洲阀门有限公司&adr=&url=https://www.cnrhtx.cn/com/famen6/)